曲阜金皇活(huó)塞(sāi)股份有限公司
没(méi)有精密测量器具的(de)情况下,只能通过注意观察及简单的测量进行鉴别、判断。为此(cǐ),建议大家从以下“七个”方面去识别摩托车(chē)活塞质量的优劣和真伪。
一、正规厂(chǎng)家生产的活塞一般采用共晶铝硅合金铸造
其铝活塞的(de)硬度大于100HB(布氏硬度值),抗拉强度达到2450MPa以上。优质活塞(sāi)中的共晶铝硅合金成分中硅的含量可达到13%,由(yóu)于硅的热变率小,它在高温(wēn)时(shí)的热稳定性能优越,但活塞材料中硅的含量高(gāo),对活塞的加工(gōng)制造工艺要求相对(duì)增高。
二、正规(guī)厂家生产的活塞精度要求很高
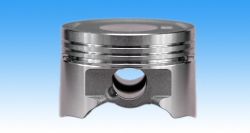
活塞顶部一般都有分组标记,通常有A、B、C和D组,这是活塞裙部的尺寸分(fèn)组标(biāo)记。此外,活塞裙部(bù)还有若干道很微细的槽,主要用来储(chǔ)存润滑油,以加强活塞裙部的润(rùn)滑功能。次品活塞由于加工粗糙,不可能经过如此(cǐ)精密的加工工艺。
优质品活塞裙部壁加工很薄,其壁厚均匀。可(kě)持游标卡尺测量活(huó)塞裙部单边尺寸,若使用数(shù)显游标卡尺测(cè)量(liàng),因(yīn)其精度高,测量结果更加精确(què)。
三、正规厂家(jiā)活塞裙部横断面非正圆形
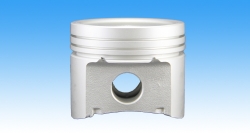
活塞最下面一道环槽(指油环槽(cáo))至活塞(sāi)底面的(de)圆柱(zhù)部分为活塞裙(qún)部,其作用是当活塞(sāi)在汽缸中作往复运动时担任导向作用和承受侧压力。活塞在非工作状态下与其工作在受力、受热状态下是(shì)不一样的。这是因为活塞工作(zuò)时受热受力会发生不同程度的变形。
活塞在工作状态下,由于(yú)受力(lì)和受热,沿活塞销方向上的(de)活塞尺寸变形量增大,而(ér)沿垂直于活塞销方向上的变形小。
四、正规厂家活塞头部尺寸稍小(xiǎo)于裙部尺寸
正规厂家一般会将活塞头部尺寸(第一道活(huó)塞(sāi)环以上位置)有意车小0.25~0.35mm(如:CB125T款摩托车活塞直径为44mm,而活塞头部则为43.5mm),主要是为了防止燃烧室温度升(shēng)高后,活塞头部热(rè)膨胀过(guò)大,导致拉缸或涨缸。因此,可持游标卡尺或数显卡尺测量第一(yī)道活塞环以上位置的活(huó)塞(sāi)头部尺寸,若没有0.40~0.60mm的余(yú)量,即为不合格品。
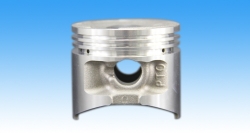
五、正规(guī)厂家(jiā)生产的(de)活(huó)塞头部较厚
活塞头部一(yī)般做得较厚,主要是为了增(zēng)加活(huó)塞(sāi)的强度和刚度,同时为了减少热量从(cóng)活塞顶部流向活塞环的热阻,以便热量从活塞顶经(jīng)过活塞(sāi)环、汽缸壁传给散热片或冷却液,可有效防止活塞顶部温度过高。
六、正规厂家生(shēng)产的活塞环槽宽度尺(chǐ)寸比较精确
一般与相配套的活塞环厚度尺寸相(xiàng)匹配,确保活塞环在活塞环槽内有适当的配合间隙,这个间隙称(chēng)为环的侧隙;而环槽的深度与活塞环匹配的是活塞环的背(bèi)隙,如果(guǒ)背隙过小,会使活塞环呆滞在活塞环槽内,背隙过大,则(zé)容易窜油。因此,给活(huó)塞环槽制造带来极大的难度。
优质(zhì)活塞是正规(guī)生产厂家用精密数控机床(chuáng)车制的,其活塞(sāi)环槽的深度和宽度控制都比较精确。
七、注意检查活塞的压缩高度
由于(yú)各型发动机的压(yā)缩比和承载的热负荷不(bú)一样,即使是直径相同的活塞,它们在相关尺寸上也(yě)是(shì)有差别的。其中,活(huó)塞(sāi)的压缩高度是活塞零件中的一个重要尺寸,它会影响发动机的压缩比和点火提前角。因(yīn)此,更换活塞时(shí)一定要测量活塞的压缩(suō)高(gāo)度(dù)。
曲阜金皇活塞股份有限公司座落在(zài)我国伟大的思想家、教育(yù)家孔子的故乡—山东曲阜,是具有40多年专业活塞制造经验的生产企(qǐ)业,国家火炬计划重点高新技术企业和国家汽车(chē)零部件出口基地企业。主导产品(pǐn)为汽车、柴油机、摩托车及通用汽油机用铝活塞,产品品种达1000余种。
传真(zhēn):0537-4411965
销售电话(huà):15905518310
电子邮箱:office@jiejunleather.com